|
波峰焊温度如何设定波峰焊在使用过程中的常见参数主要有以下几个:
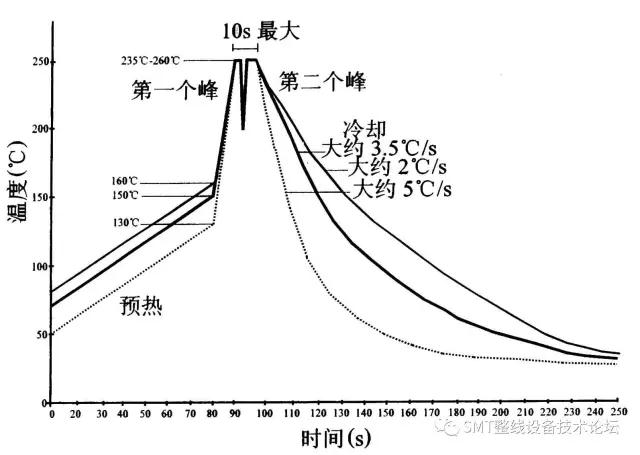
1.预热: A.“预热温度“一般设定在90-110度,这里所讲“温度”是指预热后PCB板焊接面的实际受热温度,而不是“表显”温度;如果预热温度达不到要求,则易出现焊后残留多、易产生锡珠、拉锡尖等现象;
SMA类型 元器件 预热温度 单面板组件 通孔器件与混裝 90~100 双面板组件 通孔器件 100~110 双面板组件 混裝 100~110 多层板 通孔器件 115~125 多层板 混裝 115~125
B、影响预热温度的有以下几个因素,即:PCB板的厚度、走板速度、预热区长度等;
B2.走板速度:一般情况下,建议把走板速度定在1.1-1.2米/分钟这样一个速度,但这不是值;如果要改变走板速度,通常都应以改变预热温度作配合;比如:要将走板速度加快,那么为了保证PCB焊接面的预热温度能够达到预定值,就应当把预热温度适当提高;
B3.预热区长度:预热区的长度影响预热温度,在调试不同的波峰焊机时,应考虑到这一点对预热的影响;预热区较长时,温度可调的较接近想要得到的板面实际温度;如果预热区较短,则应相应的提高其预定温度。
2、锡炉温度: 以使用63/37的锡条为例,一般来讲此时的锡液温度应调在245至255度为合适,尽量不要在超过260度,因为新的锡液在260度以上的温度时将会加快其氧化物的产生量.
|